Крепежните елементи принадлежат към основните основни части, обикновено наричани още "стандартни части".За някои крепежни елементи с висока якост и прецизност повърхностната обработка е дори по-важна от термичната обработка.Всички видове крепежни елементи, използвани в голям брой механични съоръжения, почти всички трябва да бъдат сглобени след повърхностна обработка, за да се постигне антикорозия, декорация, устойчивост на износване, намаляване на коефициента на триене и други ефекти, и неорганична повърхностна обработка, електрогалванизиране и горещо поцинковане е технология за катодно защитно покритие.
Принципът на електропоцинкованите стоманени крепежни елементи е използването на електролиза, образуването на равномерен, плътен, добре комбиниран слой от метал или сплав върху повърхността на детайла, образуването на слой покритие върху стоманената повърхност, за да се постигане на защита на процеса на корозия на стоманата.Следователно галванизираното покритие е насочено движение от положителния към отрицателния електрод с помощта на ток.Zn2+ в електролита се заражда, расте и се отлага върху субстрата под действието на потенциал, за да образува галванизиран слой.При този процес няма процес на дифузия между цинк и желязо.От микроскопско наблюдение трябва да е чист цинков слой.По същество горещо поцинкован слой от желязо-цинкова сплав и слой от чист цинк и галванизиран само слой от чист цинков слой, така че с слой от желязо-цинкова сплав от покритието се основава главно на идентифицирането на метода на покритие, подходящ за поцинковани крепежни елементи, стоманена тел, стоманени тръби и други продукти.Металографският метод и XRD методът се използват за откриване на покритието за разграничаване на електропоцинковане и горещо поцинковане и за даване на насоки за анализ на повредата.
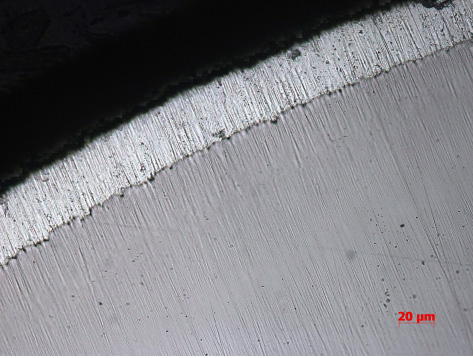
Има два метода за идентифициране на покрития от електроцинковане и горещо поцинковане.Единият е металографският метод: металографският метод не е ограничен от обхвата на съдържанието и размера на пробата и е подходящ за всички продукти за електроцинковане и горещо галванизиране.Другият е метод на рентгенова дифракция: приложим за диаметър на повече от 5 мм болтове и гайки в шестоъгълната равнина;Външният диаметър е по-голям от 8 мм повърхностни радиани на стоманени тръби, за да се гарантира, че пробата може да бъде направена в минимален размер от 5 мм × 5 мм повърхностна плоска проба и всички видове продукти за покритие.Може да потвърди кристалната структура на съдържанието на покритие ≥5% фаза.Проби с много дебели отлагания от чист цинк не са подходящи за рентгенова дифракция.
електропоцинковане

горещо поцинковани покрития
Време на публикуване: 15 септември 2022 г